


고품질 ERW 튜브 밀 라인



생산 설명
φ219×6.0 고주파 스트레이트 솔기 용접 파이프 생산 라인은 주로 φ60의 전기 용접 강관을 생산하는 데 사용됩니다.~φ219mm 및 벽 두께 2.0~6.0mm이며 원형 파이프의 범위를 초과하지 않는 사각 및 직사각형 파이프 및 특수형 파이프도 생산할 수 있습니다.API 5L 튜브는 추후 생산 가능필요한 장비를 추가하여.생산 라인은 국내외 유사한 장비를 소화 흡수하고 우리나라의 국가 조건과 결합하여 과감하게 혁신하고 사용자의 의견을 광범위하게 경청하는 것을 기반으로 설계 및 제조됩니다.장비는 경제적이고 신뢰할 수 있으며 안정적입니다.
생산 범위
| 매개변수 | 원형 파이프 | 사각 파이프 | 직사각형 파이프 |
| 튜브 크기 | 88-219mm | 90×90 – 170×170mm | 40×60-200×100mm |
| 두께 | 2.0-6.0mm | ≤5.0mm | ≤5.0mm |
| 재료 | 열연, 냉연, 아연도금강, 흑색강 저탄소강, 저합금강 강 | ||
| 속도 | 10M/분~45M/분 | ||
| 길이 | 6-12m | ||
| 최대코일 무게 | 15톤 | ||
기본 매개변수
| 저탄소강 및 저합금강 | σB≤520mpa σS≤345mpa | |
| 스틸 코일 | 내경 | φ650-φ710mm(미정) |
| 외경 | φ1100-φ2000mm | |
| 롤 웨이트 | ≤15톤 | |
| 스트립 폭 | 190-690mm | |
| 전기 설치 용량 | 약 1200KVA | |
| 압축공기 용량 | 2m3/분 4-7Kg/cm2 | |
| 절삭유 용량 | 50톤/시간 | |
참고: 생산 라인 장비를 설치하려면 작업장의 높이(크레인 트랙 상단에서 지면까지의 거리)가 6미터 이상, 스팬이 18미터, 길이가 110미터여야 합니다.15T, 5T 크레인 1대 사용을 권장합니다.
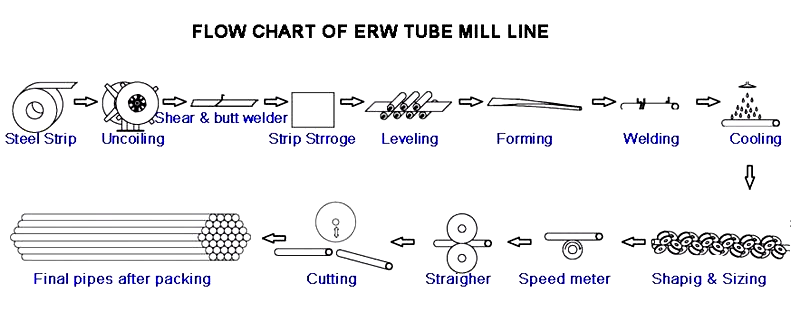
생산 과정
언코일링 → 스트레이트 헤드, 핀치 레벨링 → 시어링 맞대기 용접 → 루퍼 → 성형, 고주파 용접, 디버링, 온라인 아연 보충, 냉각, 사이징, 거친 교정 → 플라잉 쏘 사이징 → 검사 및 수집 → 포장 →계량 → 마킹 → 보관
장비각 기계의 구성 및 주요 매개변수
| 용법 | 스트립 코일을 받아 디코일러로 운반하고 스트립 코일을 코일 헤드 중앙으로 들어 올리는 데 사용됩니다. | ||
| 구조 | 재료 랙, 주행 메커니즘, 오일 실린더, 가이드 레일 등으로 구성됩니다. | ||
| 용량 | ≤15T | 잠깐 | 유압 |
| 이동 모드 | 사이클로이드 감속기 드라이브가 있는 모터 | ||
| 용법 | 언코일러와 함께 사용되는 스틸 스트립 헤드는 언코일러에서 인출되어 레벨링을 위해 핀치 레벨링 기계로 보내집니다. | ||
| 구조 | 프레스 롤러 장치, 셔블 헤드 장치, 스트레이트 헤드 장치 | ||
| 너비 | 190-690mm | 지름 | φ1100-φ2000mm |
수평 어큐뮬레이터
| 용법 | 스트립 스틸을 저장하고 파이프 용접기에 지속적으로 공급하며 파이프 용접기의 지속적인 생산을 보장하는 데 사용됩니다. | ||||||
| 너비 | 190-690mm | 두께 | 2.0-6.0mm | ||||
| 분류 | 수평 루퍼
| 클립 공급 장치, 루퍼 본체 조립, 배출 장치 및 전기 제어 장치에 의해 | |||||
| 모터 | 5.5KWx15 | 먹이는 속도 | Vmax=120m/분 | ||||
| 지름 | 7.0m | 용량 | 28T | ||||
주요 매개변수
| 모터 및 메인 드라이브 시스템 | 모터는 DC 모터, 모델 전원을 채택합니다.200Kw, 1000rpm, 메인감속기 2세트 |
| 감속기 | 기어 박스는 나선형 베벨 기어로 구동되며 베벨 기어의 재질은 20CrMnTi, 침탄 및 담금질이며 계수는 14입니다. 상자 본체는 유지 보수가 편리한 하위 상자 구조를 채택합니다. |
| 수평형 롤스탠드(갠트리 사이드아웃 타입 롤체인지) | 1. 수평 롤러 축 직경 φ130mm, 재질 42CrMo, 고주파 담금질 2. 목록의 밑바닥 직경: 220mm 3. 감속기의 트랜스미션과 기어 박스를 보호할 수 있는 과부하 안전 보험 기능이 있는 수평 롤러 샤프트 아래에 안전 패드가 있습니다. |
| 수직 롤러 스탠드 | 수직 롤러 축 직경 φ80mm, 재질 40Cr, 고주파 담금질 |
| 스퀴즈 롤 | 5롤 압출 |
| 스크레이핑 용접 | 수동 급속 리프팅, 앞뒤로 조정할 수 있으며 위아래로 쉽게 조정할 수 있습니다. |
| 성형 및 사이징 드라이브 샤프트 | 슈타이어 구동축 |
| 생산 속도 | 15-40m/분. |
|
단면도 배열 형성:
| 점프 방지 장치 수직 5 롤러 공급: V HVHVHVHVVV HVHVH |
| 용접부 배치 | 가이드, 5롤 압출, 스크레이퍼, 연마, 냉각 |
| 사이징 섹션 배열:
| VHVHVHVHVHVH 터키어 헤드가 있는 타코미터 롤러 2세트 |





